
长寿命钢制拖链在冶金设备上的应用
2016/6/27 16:34:02点击:
摘要通过对长寿命钢制拖链的任务提出、制作方法及应用在冶金设备中的实例简要概述,论证了冶金设备中拖链的应用路径,将冶金设备中的备品之一拖链的使用寿命作为产品生产的目标,指出了如何通过提高拖链在设备中的使用效率,引入这一环保意识在备品备件的生产使用过程中。
关键词 长寿命 拖链 冶金设备 备件 效率
随着现代冶金工业的发展,钢制拖链( 也称电缆保护拖链,俗称“坦克链”) 愈来愈广泛地应用于冶金连铸等设备上的诸多运行部位。如中间罐车的移动,火焰切割机小车的移动,方坯、板坯、异形坯打号机的移动,大型连铸坯铸片切割机的移动,连铸坯离开辊道向冷床移动的驱盘旋转移动等,都需要拖链通过自身的合理结构,良好的机械移送性能来安全、可靠、高效地实现这些动作,然而传统的拖链,由于结构上的不合理,使用缺陷诸多,往往造成运行故障,已经远远不能满足现代冶金工业的使用要求。长寿命钢制拖链由于工艺先进,选材合理,结构设计新颖,完全满足了现代冶金行业对拖链的性能要求。
1 用传统工艺制造拖链的方法与缺陷
传统拖链采用冲压焊接成型,从而导致使用上的缺陷,分析其结构,大致缺陷可分为如下几个方面:1) 由于游动槽和连接孔分布在同一块链板上,所以要实现链片之间的首尾相接,必须将两块错位形链片碰焊组合,碰焊组合的链板游动槽孔、连接孔的不对称容易形成凸台,造成装夹上的误差; 两块链片碰焊组合容易造成镀锌的死角; 链片碰焊组合存在强度的明显不足。
2) 由于冲压工艺条件的限制,传统的链板往往只能采用Q235 材质。冲压工艺的成型,槽孔是撕裂型的,有毛刺、飞边,加工面粗糙。
3) 由于冲压成型的槽孔斜口及链片变形,易形成链片的平面与加工面的严重不垂直。
链片的传统制造形式严重地影响了拖链的制造精度和装配精度,造成使用缺陷,从而导致为数不少的拖链在使用过程中运行不平稳,抖动、扭曲、塌腰( 下垂) ,甚至由于强度的严重不足而发生折断等。更由于结构的不合理,使用范围受到限制,如: 快速、重载、超负荷、超宽、超长、超重等。特殊条件下,传统拖链更是无法制造或使用,或者是使用寿命极短。
2 长寿命钢制拖链的工艺简介
设计上突破传统拖链的固定模式,专门针对其存在的诸多缺陷与不足开发研制了“长寿命钢制拖链”。新型结构拖链具有传统拖链无法比拟的优势,其特征表现为如下几个方面:
1) 改造链板结构,将分布在同一块链板上的游动槽和连接孔分离,使带有弧形游动槽的链片由一块加厚板组成,连接孔由两块错位形盖板或平面形盖板组成。
2) 改变制造工艺,由于链板结构的改造,使得工艺的改进成为可能。将传统的冲压工艺改为先进的激光切割工艺,从而实现了带有弧形游动槽孔的链片的激光切割。
3) 革新装配工艺,由于链板结构的改造,链片制造工艺的改变,从而实现了装配工艺的改革,使得拖链在保证平等垂直的前提下实现装配。
产品的原材料主要为钢材、合金铝。其制作过程为:先选择原材料,按零件图尺寸激光切割下料; 根据图纸分别对不同的组件进行精加工( 即车、镗、钻、铣等工序) ,然后将检验合格的零件按装配图要求装配,经检验合格后产品组装入库。
以质量目标值为指标加强对产品质量的监督,加大检查力度和次数,进一步提高全员质量意识,对产品质量实行全过程控制,制定整个生产过程的质量控制措施,建立全员、全方位、全过程、全天候的质量控制体系,确保产品质量的提高。生产中严格各工序的操作规程和强化质量管理制度,做到不合格的产品不出厂。加大产品的相应控制措施,抓好工艺规范落实,减少由于操作不当而造成的产品合格率的降低。
3 长寿命钢制拖链应用实例
3. 1 无缝钢管穿孔机组拖链
穿孔机组顶杆止推小车( MTB) 拖链的特点: 顶杆小车的位置控制顶杆小车是穿孔机组的一个重要设备。在轧制时,顶杆小车应将顶头和顶杆带到轧制位置,轧制结束后,顶杆小车应将顶头和顶杆带到脱管位置。因此,顶杆小车在控制上具有以下特点:
1) 轧制位置与顶头前伸量密切相关。顶头前伸量每增加1mm,轧制位置相应地应增加1mm。
2) 由于顶杆小车的工作速度直接影响穿孔机的生产节奏,因此要求尽可能快。在此要求平均工作速度为4. 5m/s。
3. 2 长寿命钢制拖链在炼钢上应用
VOD 型真空精炼设备是目前世界上使用最广泛的炉外精炼设备,钢包精炼炉所具有的真空脱气、吹氩搅拌、吹氧脱碳、非真空测温取样等多种功能,都由拖链为实现这些功能做出保证。
3. 3 长寿命钢制拖链在轧钢上的应用
3. 4 长寿命钢制拖链在连铸机上的应用
薄板坯连铸机机组是具有国际先进水平的冶金连铸设备,该设备核心部位主要有炼钢( 清渣与质量的调整及钢水成份控制) 、钢液给送装备( 钢包迴转台,中间罐车) 、薄板坯成型装备( 结晶器、结晶器振动装置; 扇形段与拉矫机,引锭杆) 、成材处理装置( 火熖切割机,去毛剌机,辊道等) ,而作为衔接、牵引和保护这些部位的“钢制拖链”则起到重要作用。特别由于薄板坯连铸机因铸速高,铸造稳定性严格,尤其要求它的拖链在炼钢过程中的脱硫倾翻,扒渣处理时运行平稳,承载均匀,从而保证钢质的调整与钢水成份的控制。在钢液给送过程中,要求中间罐车移动的拖链,能克服苛刻的条件,实现高承载、高速度、高精度地运动,将能源、动力安全传递到位,使之实现钢液给送快速、平稳,否则就会使连铸给液中断,甚至酿成事故。在成材处理装置中,钢坯打标,定长切断,迴转输送也无不使用到拖链,且要求运动可靠,不能中断,否则整个连铸卡壳,会酿成事故。整个薄板坯连铸的行走过程,无不涉及拖链,而拖链运动贯穿始终,可见其重要性。
“超大型钢制拖链”、“快速移动钢制拖链”和“带限位碰块钢制拖链”等四项新产品并获得国家专利,解决了传统拖链不能满足我国以薄板坯连铸机为代表的各种连铸设备、轧钢设备等冶金装备对拖链要求的难题。宝钢3#、4#、5#连铸机中间罐车配备的移动拖链以及为马钢四钢轧热轧薄板连铸提供的脱硫倾翻装备拖链、扒渣机拖链、中间罐车拖链等,取代了进口,且性能优良、质量可靠。目前全国数百家拥有薄板坯连铸和热轧、冷轧及钢管制造企业的装备,限于各方面的原因,大量拖链仍从国外进口,耗用大量外汇。“钢制拖链”等系列产品急待通过技术改进,巩固发展,提高产能,满足需要。而长寿命钢制拖链概念的提出,既符合我国发展基本国策节能环保的要求,又符合企业生产效率的提高,是一项值得大力推广的绿色新技术、新工艺。
关键词 长寿命 拖链 冶金设备 备件 效率
随着现代冶金工业的发展,钢制拖链( 也称电缆保护拖链,俗称“坦克链”) 愈来愈广泛地应用于冶金连铸等设备上的诸多运行部位。如中间罐车的移动,火焰切割机小车的移动,方坯、板坯、异形坯打号机的移动,大型连铸坯铸片切割机的移动,连铸坯离开辊道向冷床移动的驱盘旋转移动等,都需要拖链通过自身的合理结构,良好的机械移送性能来安全、可靠、高效地实现这些动作,然而传统的拖链,由于结构上的不合理,使用缺陷诸多,往往造成运行故障,已经远远不能满足现代冶金工业的使用要求。长寿命钢制拖链由于工艺先进,选材合理,结构设计新颖,完全满足了现代冶金行业对拖链的性能要求。
1 用传统工艺制造拖链的方法与缺陷
传统拖链采用冲压焊接成型,从而导致使用上的缺陷,分析其结构,大致缺陷可分为如下几个方面:1) 由于游动槽和连接孔分布在同一块链板上,所以要实现链片之间的首尾相接,必须将两块错位形链片碰焊组合,碰焊组合的链板游动槽孔、连接孔的不对称容易形成凸台,造成装夹上的误差; 两块链片碰焊组合容易造成镀锌的死角; 链片碰焊组合存在强度的明显不足。
2) 由于冲压工艺条件的限制,传统的链板往往只能采用Q235 材质。冲压工艺的成型,槽孔是撕裂型的,有毛刺、飞边,加工面粗糙。
3) 由于冲压成型的槽孔斜口及链片变形,易形成链片的平面与加工面的严重不垂直。
链片的传统制造形式严重地影响了拖链的制造精度和装配精度,造成使用缺陷,从而导致为数不少的拖链在使用过程中运行不平稳,抖动、扭曲、塌腰( 下垂) ,甚至由于强度的严重不足而发生折断等。更由于结构的不合理,使用范围受到限制,如: 快速、重载、超负荷、超宽、超长、超重等。特殊条件下,传统拖链更是无法制造或使用,或者是使用寿命极短。
2 长寿命钢制拖链的工艺简介
设计上突破传统拖链的固定模式,专门针对其存在的诸多缺陷与不足开发研制了“长寿命钢制拖链”。新型结构拖链具有传统拖链无法比拟的优势,其特征表现为如下几个方面:
1) 改造链板结构,将分布在同一块链板上的游动槽和连接孔分离,使带有弧形游动槽的链片由一块加厚板组成,连接孔由两块错位形盖板或平面形盖板组成。
2) 改变制造工艺,由于链板结构的改造,使得工艺的改进成为可能。将传统的冲压工艺改为先进的激光切割工艺,从而实现了带有弧形游动槽孔的链片的激光切割。
3) 革新装配工艺,由于链板结构的改造,链片制造工艺的改变,从而实现了装配工艺的改革,使得拖链在保证平等垂直的前提下实现装配。
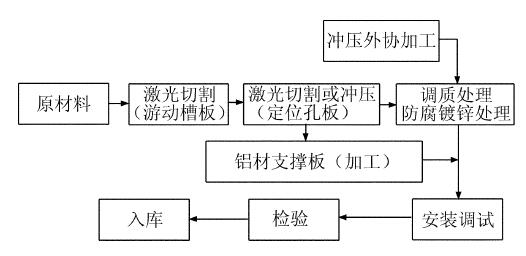
图1 拖链生产工艺流程
2. 1 拖链生产工艺产品的原材料主要为钢材、合金铝。其制作过程为:先选择原材料,按零件图尺寸激光切割下料; 根据图纸分别对不同的组件进行精加工( 即车、镗、钻、铣等工序) ,然后将检验合格的零件按装配图要求装配,经检验合格后产品组装入库。
应用进口的大型数控激光切割设备,它具有数控冲床无法比拟的优势,主要体现在: 激光切割柔性好,无需开模具,反应快; 数控冲床设备受吨位的限制,加工板厚一般在3mm 以内,而激光切割加工能力强,一般可加工14mm 以内的碳钢, 10mm 以内的不锈钢; 数控冲床加工精度低于激光切割机床; 数控冲床加工受零件形状的限制,而激光加工则不受限制,它可以加工任意图形。

图2 拖链生产工艺质量目标示意图
2. 2 拖链生产工艺质量目标以质量目标值为指标加强对产品质量的监督,加大检查力度和次数,进一步提高全员质量意识,对产品质量实行全过程控制,制定整个生产过程的质量控制措施,建立全员、全方位、全过程、全天候的质量控制体系,确保产品质量的提高。生产中严格各工序的操作规程和强化质量管理制度,做到不合格的产品不出厂。加大产品的相应控制措施,抓好工艺规范落实,减少由于操作不当而造成的产品合格率的降低。
3 长寿命钢制拖链应用实例
3. 1 无缝钢管穿孔机组拖链
穿孔机组顶杆止推小车( MTB) 拖链的特点: 顶杆小车的位置控制顶杆小车是穿孔机组的一个重要设备。在轧制时,顶杆小车应将顶头和顶杆带到轧制位置,轧制结束后,顶杆小车应将顶头和顶杆带到脱管位置。因此,顶杆小车在控制上具有以下特点:
1) 轧制位置与顶头前伸量密切相关。顶头前伸量每增加1mm,轧制位置相应地应增加1mm。
2) 由于顶杆小车的工作速度直接影响穿孔机的生产节奏,因此要求尽可能快。在此要求平均工作速度为4. 5m/s。

图3 168 钢管生产穿管机用拖链现场图片
图3 为某钢管厂168 钢管生产穿管机用拖链,型号:NTLK125II -380 ×300 ×8875。由于该拖链运行速度为6m/s,用传统工艺制作的拖链只能用7 ~ 15 天。用长寿命钢制拖链使用寿命提高到120 天以上。3. 2 长寿命钢制拖链在炼钢上应用
VOD 型真空精炼设备是目前世界上使用最广泛的炉外精炼设备,钢包精炼炉所具有的真空脱气、吹氩搅拌、吹氧脱碳、非真空测温取样等多种功能,都由拖链为实现这些功能做出保证。

图4 VOD 炉拖链现场图片
图4 为某钢厂炼钢厂VOD 炉拖链,型号: SLP620 /750× 1140 × 11550; SLP620 /600 × 1140 × 10850,应用长寿命钢制拖链使用周期提高到3 年。3. 3 长寿命钢制拖链在轧钢上的应用
热轧卷取机构,使用的多是以国外的进口拖链为主。热轧卷取是热轧的重要工序,由于该工序所处环境恶劣,负载变量较大,导致许多拖链一直不能实现正常运转,垮塌、扭曲时有发生。长寿命拖链在设计上突破了传统拖链的固定模式,具有结构新颖、抗扭曲、抗塌陷、耐磨损的显著特征。该拖链在运行过程中,抗交变负荷能力强,运行平稳,为提高设备运行效率提供了强有力的保障。

图5 为某钢厂热轧厂卷取机拖链,型号: 带限位碰块
钢制拖链TYP203 - 605 × 700 × 5550,使用国外某品牌产品使用周期不到一年,使用长寿命钢制拖链使用寿命提高到三年。3. 4 长寿命钢制拖链在连铸机上的应用
薄板坯连铸机机组是具有国际先进水平的冶金连铸设备,该设备核心部位主要有炼钢( 清渣与质量的调整及钢水成份控制) 、钢液给送装备( 钢包迴转台,中间罐车) 、薄板坯成型装备( 结晶器、结晶器振动装置; 扇形段与拉矫机,引锭杆) 、成材处理装置( 火熖切割机,去毛剌机,辊道等) ,而作为衔接、牵引和保护这些部位的“钢制拖链”则起到重要作用。特别由于薄板坯连铸机因铸速高,铸造稳定性严格,尤其要求它的拖链在炼钢过程中的脱硫倾翻,扒渣处理时运行平稳,承载均匀,从而保证钢质的调整与钢水成份的控制。在钢液给送过程中,要求中间罐车移动的拖链,能克服苛刻的条件,实现高承载、高速度、高精度地运动,将能源、动力安全传递到位,使之实现钢液给送快速、平稳,否则就会使连铸给液中断,甚至酿成事故。在成材处理装置中,钢坯打标,定长切断,迴转输送也无不使用到拖链,且要求运动可靠,不能中断,否则整个连铸卡壳,会酿成事故。整个薄板坯连铸的行走过程,无不涉及拖链,而拖链运动贯穿始终,可见其重要性。

图6 为某钢厂真空罐车拖链,型号: NTL320II - 800 ×960 × 11840,使用长寿命钢制拖链周期达到8 年。
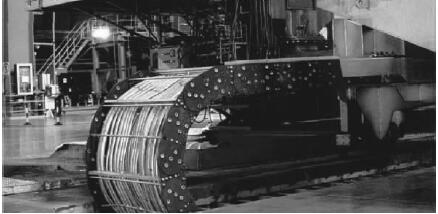
图7 为某钢厂连铸机拖链,型号: NTL250II - 600 ×800 × 13750,用于中间罐车的拖动。
4 结语通过应用激光切割技术开发了“长寿命钢制拖链”、
图6 真空罐车拖链现场图片
图7 连铸机拖链现场图片“超大型钢制拖链”、“快速移动钢制拖链”和“带限位碰块钢制拖链”等四项新产品并获得国家专利,解决了传统拖链不能满足我国以薄板坯连铸机为代表的各种连铸设备、轧钢设备等冶金装备对拖链要求的难题。宝钢3#、4#、5#连铸机中间罐车配备的移动拖链以及为马钢四钢轧热轧薄板连铸提供的脱硫倾翻装备拖链、扒渣机拖链、中间罐车拖链等,取代了进口,且性能优良、质量可靠。目前全国数百家拥有薄板坯连铸和热轧、冷轧及钢管制造企业的装备,限于各方面的原因,大量拖链仍从国外进口,耗用大量外汇。“钢制拖链”等系列产品急待通过技术改进,巩固发展,提高产能,满足需要。而长寿命钢制拖链概念的提出,既符合我国发展基本国策节能环保的要求,又符合企业生产效率的提高,是一项值得大力推广的绿色新技术、新工艺。
- 上一篇:钢铝拖链安装图展示 2016/7/18
- 下一篇:优质拖链VS劣质拖链 对比图 2016/6/13